


china fitness cast iron durable adjustable dumbbell sets for home gym manufacturer
Warranty: 1 year
Model Number: OEM
Delivery Time: 7 days
Minimum Order: 1 piece
Origin: Zhangzhou,China
Transportation: Ocean, Land, Air
Supply Ability: 5000pcs per month
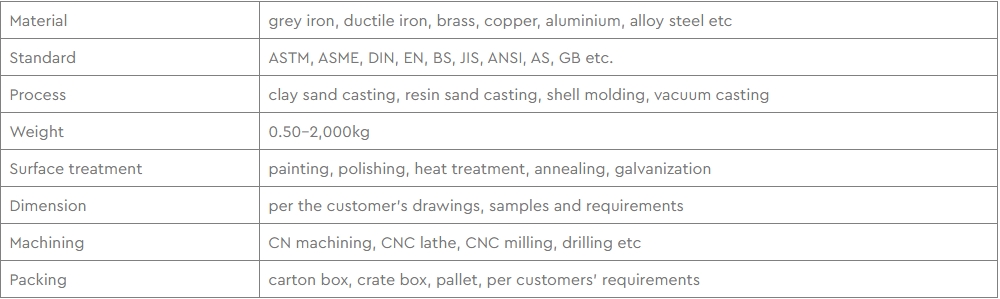
Packing: wooden crate box, carton box, bubble pack






































 IPv6 network supported
IPv6 network supported